

 Deutsch
Deutsch English
English Italiano
Italiano































Selektives Laserschmelzen
Das Verfahren
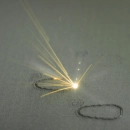
Das selektive Laserschmelzen ist ein additives Fertigungsverfahren, mit dem 3D-Objekte aus Metall mithilfe von Hochleistungs-Laserstrahlen aufgebaut werden. Im ersten Schritt des Bauprozesses wird mit einer Rakel (oder eine Kombination mehrerer Rakeln) eine dünne Schicht Pulver auf die Bauplattform aufgetragen. Ein Laser schmilzt mit Temperaturen von bis zu 1.250 °C im Laserfokus das Metallpulver an den von einer CAD-Datei vorgegebenen Koordinaten auf. Während der gesamten Bauphase ist der Bauraum mit einem Schutzgas gefüllt, um eine Oxidation des Metalls zu verhindern.
Durch den großen Temperaturunterschied zwischen der jüngsten Bauteilebene und den bereits erkalteten Schichten kann es bei falscher Prozessführung zu unerwünschten Effekten kommen, wie beispielsweise dem Verzug des Bauteils, Verbrennungen und dem sogenannten Curling, einem Hochbiegen der Bauteilkanten. Um dies zu vermeiden, werden die Werkstücke durch eine Stützstruktur fest mit der Grundplatte verschweißt. Diese Stützstruktur muss später manuell entfernt werden. Das selektive Laserschmelzen ist ein ressourcenschonendes Verfahren, bei dem nur wenig Abfall anfällt, denn das überschüssige Material kann durch Sieben aufbereitet und zu einem großen Teil wiederverwendet werden.
- Dichte Funktionsteile aus verschiedenen metallischen Werkstoffen wie Werkzeugstahl, Edelstahl, Aluminium, Kupfer und Titan
- Hohe mechanische Belastbarkeit
- Gute Eignung für Spritzgießwerkzeuge
- Konturnahe Kühlung/Temperierung
- Herstellung von Bauteilen aus Kupfer mit hoher elektrischer Leitfähigkeit
- Gute Nacharbeitsmöglichkeiten (z. B. Wärmebehandlung/Härten)
Vorteile
Materialien
Bei diesem Verfahren wird Metallpulver zu einem festen Gegenstand verschmolzen. Unsere Anlagen erreichen eine sehr hohe Detailgenauigkeit. Wir bieten Ihnen die Produktion von Objekten aus Edelstahl, Werkzeugstahl, Aluminium, Inconel, CobaltChrom und Kupfer an. Dieses Kupfer ist elektrisch hoch leitfähig und ermöglicht so neue Einsatzgebiete. Alle Produkte sind mediendicht und weisen eine hohe Stabilität auf. Abhängig vom Material können Sie bei uns Wanddicken ab 0,3 mm realisieren.
Mehr Erfahren Datenblatt HerunterladenSelektives Laserschmelzen in der Anwendung
Aluminium (AlMgSi0,5)
Eigenschaften
Besonderheit: besonders eloxierfähig
Dekorative Eloxalqualität: Sehr gut
Hartanodisieren: Sehr gut
Witterungsbeständigkeit: Sehr gut
Seewasserbeständigkeit: Gut
Verwendung: Metallbau, Textilindustrie und Haushaltsartikel
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
Aluminium (AlSi10Mg)
Eigenschaften
Verwendung: Funktions- und Kleinteile mit hoher Festigkeit und niedrigem Gewicht
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
Aluminium (AlSi9Cu3)
Eigenschaften
Verwendung: Motoren- und Getriebebau (gute Warmfestigkeit)
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
CobaltChrom (CoCrW)
Eigenschaften
Verwendung: Medizin, bei Funktionsteilen, bei Hochtemperaturanwendungen
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | spröde, massiv, schwer |
Edelstahl (1.4125)
Eigenschaften
THOR44 | 440C | X105CrMoV17 | S44004
Hochfester rostfreier Messerstahl
Härte: bis 63 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, massiv, schwer |
Edelstahl (1.4404)
Eigenschaften
Verwendung: rostfreie Funktions- und Kleinteile
Härte: bis 20 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, massiv, schwer |
Edelstahl (1.4542)
Eigenschaften
Verwendung: rostfreie Funktions- und Kleinteile
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, massiv, schwer |
Edelstahl (CX)
Eigenschaften
Verwendung: Werkzeugbau, Medizintechnik, Lebensmittelindustrie
Härte: bis ca. 50 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, massiv, schwer |
Edelstahl (PH1 - 1.4540)
Eigenschaften
Verwendung: rostfreie Funktions- und Kleinteile / Medizin, Luft- und Raumfahrt
Härte: bis ca. 45 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, massiv, schwer |
Inconel (IN625)
Eigenschaften
Verwendung: Luft- und Raumfahrt, Motorsport, Industrie
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | grob strukturiert, massiv, schwer |
Inconel (IN718)
Eigenschaften
Verwendung: Luft- und Raumfahrt, Motorsport, Industrie
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | grob strukturiert, massiv, schwer |
Kupfer (RS-Kupfer)
Eigenschaften
Verwendung: elektrisch hoch leitfähige Prototypen wie Strombalken und Induktoren
Verfahren: Metall-Laserschmelzen
| Farbe | Kupfer |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | fein strukturiert, massiv, schwer |
Kupfer (CuNi2SiCr)
Eigenschaften
Verwendung: Kühleinsätze im Spritzgießwerkzeug, Befestigungselemente, Beschläge
Verfahren: Metall-Laserschmelzen
| Farbe | Kupfer |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | fein strukturiert, massiv, schwer |
Messing (RS-Messing)
Eigenschaften
Verwendung: Bauteile mit hoher korrosionsbeständig, Schmuckstücke mit goldenem Glanz
Verfahren: Metall-Laserschmelzen
| Farbe | Gold |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | fein strukturiert, massiv, schwer |
Reinkupfer (CU-ETP)
Eigenschaften
Verwendung: elektrisch hoch leitfähige Prototypen wie Strombalken und Induktoren
Verfahren: Metall-Laserschmelzen
Besonderheiten:
- 100% IACS Leitfähigkeit
- 100% dichte Bauteile
- 58 MS/m
| Farbe | Kupfer |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | fein strukturiert, massiv, schwer |
Stahl 1.8974
Niedriglegierter Stahl S700
Der Rp700 ist ein mikrolegierter, thermomechanisch gewalzter Stahl mit hoher Streckgrenze, der häufig als Blechwerkstoff für die Kaltumformung eingesetzt wird. Sein Gefüge ist überwiegend ferritisch mit einem geringen Perlitanteil sowie feinen Karbiden (und vereinzelt Titan-Carbonitriden).
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | robust, schwer |
Stahl 1.0980
Niedriglegierter Stahl S420
Bei der Verarbeitung mittels selektivem Laserschmelzen entsteht ein homogenes Gefüge ohne Walztextur oder bevorzugte Orientierung. Das Gefüge entwickelt sich zunehmend zu einem ferritisch‑martensitischen Gefüge mit sehr feinen Karbiden. Im Gegensatz zu kaltumgeformten Bauteilen tritt bei den additiv gefertigten Komponenten keine Kaltverfestigung auf.
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | robust, schwer |
Titan Gr. 5 (Ti6Al4V – 3.7164)
Eigenschaften
Verwendung: Luft- und Raumfahrt, Medizin und Rennsport
Härte: bis ca. 40HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | matt, leicht rau, leicht |
Titan Gr. 23 (Ti6Al4V – 3.7165 ELI)
Eigenschaften
Verwendung im Werkzeug- und Gerätebau, Medizin und Rennsport
Härte: bis ca. 37 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | matt, leicht rau, leicht |
Werkzeugstahl (H11 - 1.2343)
Eigenschaften
Verwendung: Einsätze für Spritzguss- und Druckgusswerkzeuge mit konturnahen Temperierkanälen und komplexen Geometrien, Funktionsbauteile mit integrierten innenliegenden Fluidleitungen
Härte: nach Wärmebehandlung bis ca. 54 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | robust, schwer |
Werkzeugstahl (MS1 - 1.2709)
Eigenschaften
Verwendung: Spritzgießeinsätze, Federn und Funktionsbauteile
Härte: bis ca. 52 HRC
Verfahren: Metall-Laserschmelzen
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | glatt, massiv, schwer |
Zink (Zamak 5)
Eigenschaften
Verwendung: Funktionsprototypen für Zinkdruckgussbauteile aus Serienmaterial
Verfahren: Metall-Laserschmelzen
| Farbe | hellgrau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | fein strukturiert, glänzend, metallisch |
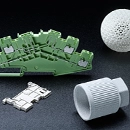
Das selektive Laserschmelzen (SLM), auch als Selective Laser Melting bekannt, bietet Konstrukteuren die Möglichkeit, in vollkommen neue Richtungen zu denken. Im Gegensatz zu herkömmlichen mechanischen Produktionstechniken für Metallbauteile, wie dem Drehen oder Fräsen, sind der konstruktiven Gestaltungsfreiheit bei dem additiven Fertigungsverfahren kaum Grenzen gesetzt. Durch den schichtweisen Aufbau des Metallteils lassen sich selbst hochkomplexe Geometrien erzeugen, beispielsweise mit Hinterschneidungen oder Hohlräumen. Ohne Spannvorrichtungen oder Formwerkzeuge ermöglicht das Verfahren die Herstellung anspruchsvoller Bauteile, die sich mit herkömmlichen Techniken nicht oder nur mit enormem Aufwand realisieren ließen. Konstrukteure können sich somit ganz auf das Erreichen funktioneller Ziele konzentrieren und Innovationspotenziale optimal ausschöpfen.
Innenliegende Funktionen und Strukturen integrieren
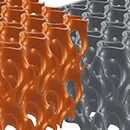
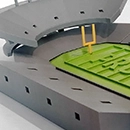
Zu den gestalterischen Möglichkeiten zählt beim selektivem Laserschmelzen die einfache Integration von Funktionselementen, wie etwa innenliegender Kanäle zur konturnahen Kühlung. Darüber hinaus können mittels integraler Bauweise einzelne Komponenten bereits während des Herstellungsprozesses miteinander zu einem Bauteil verbunden werden. Nachträglicher Bearbeitungs- und Montageaufwand lässt sich so auf ein Minimum reduzieren. Schließlich profitieren auch Leichtbaukonstruktionen von der Technik des Laserschmelzens, da sich durch das Einbringen von Hohlkörpern oder Wabenstrukturen deutliche Gewichtsreduktionen erzielen lassen – bei gleichzeitig hoher Stabilität und Funktionalität.
Vielseitig in der Anwendung
Diese konstruktiven Spielräume machen das Laserschmelzen zu einer interessanten Fertigungstechnik für vielfältige Anwendungsbereiche. Hierzu gehören beispielsweise die Automobilbranche, die Luft- und Raumfahrt, die Medizintechnik sowie generell sämtliche Einsatzgebiete, in denen Leichtbau und bionische Strukturen gefragt sind.
Das Potenzial des Laserschmelzens entfaltet sich heute längst nicht mehr nur beim Rapid Prototyping. Die produzierten Teile erfüllen hohe Materialanforderungen, wie etwa eine sehr gute thermische Resistenz und mechanische Belastbarkeit, und können einsatzfertig für anspruchsvolle Aufgaben produziert werden. Rapid Manufacturing und Rapid Tooling zählen daher ebenso zu den möglichen Einsatzgebieten wie die Produktion von Kleinserien oder individuellen Komponenten. Durch den geringen Material- und Werkzeugeinsatz ist eine wirtschaftliche Herstellung bereits ab Losgröße 1 gegeben. Bei Bedarf kann die Fertigungstechnik mit herkömmlichen Produktionsverfahren kombiniert werden, sodass Nacharbeiten wie eine Oberflächenbehandlung, Schweißen, Fräsen oder Erodieren problemlos angeschlossen werden können.
Technische Informationen
- Wanddicken ab 0,3 mm
- Schichtdicke 20 µm, 40 µm, 50 µm
- Oberflächenrauheit: Ra 2,5 - 8 μm / Rz 15 - 50 μm
- Härte bis 52 HRC (Härteprozess)
- Bauteile bis 250 mm x 250 mm x 310 mm können in einem Stück gefertigt werden
- Toleranzen: +/- 0,7 %, min. 0,1 mm
Einschränkungen
- Leicht raue Oberfläche
- Oberflächenbearbeitung für Spritzgießwerkzeuge und Ähnliches notwendig
SLM-gefertigte Werkzeugeinsätze steigern die Bauteilqualität durch
- Verringerung von Verzügen
- Verringerung von Einfallstellen
- Zykluszeitreduktion um durchschnittlich ca. 30 % und mehr






